Before

曲げ位置の近くに穴がある場合、穴がベンディングにより変形してしまうことがあるので板を曲げた後に穴加工を行うことが現場では多いが、工程が増えコスト高になってしまいます。
After
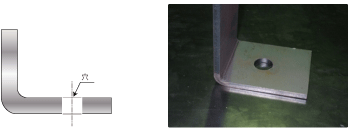
曲げ加工を行っても、穴が変形することが少ない位置に穴の寸法を決めることで、材料切断時に同時に穴あけ加工が可能になり、工程を削減できるのでコストダウンにつながります。
Point
曲げ位置近くに穴がある場合、穴がベンディングにより変形してしまうことがあるので、曲げた後に穴加工をおこなう必要がありますが、穴位置をはじめから遠ざけておけば工数を削減できます。
Before
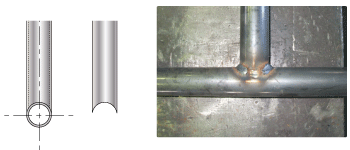
同径のパイプ接続はつき合わせ形に加工するのに工数が掛かり、溶接が多くなるためにパイプの歪みの原因にもなります。
After

パイプを異径にすることで、穴を空け入れ込むだけで済む為複雑な突合せ形状に加工する工程が不要になる。また、接合箇所も少なくなり歪みを小さくすることができます。
Point
同径パイプの接続の場合は、突合せのかたちにパイプの端面を加工する必要があり、工数がかかってしまいますが、異径のパイプの場合であれば入れ込むだけで加工することができ、加工工数を削減することができます。
Before
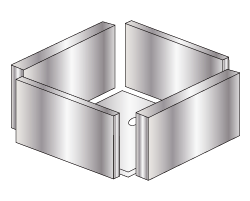
複数の板厚で部品が構成される場合、その板厚の種類の分だけ板取をしなくてはならず、溶接箇所も増えてしまうためコスト高になってしまいます。
After
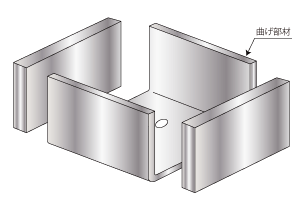
同じ板厚で部品を構成できれば、一部曲げ構造で製作することができるため、溶接箇所を減らすことができ、コストダウンにつながります。
Point
複数の板厚で部品が構成される場合、板厚の種類だけ板取が必要になるが、同じ板厚に統一することで一部曲げ加工で製作することができ、コストダウンにつながります。
